4.按试件要求达到的单位重及配比,计算各组成材料的用量,并分别称重配料备用。
5.沥青材料要事先脱水,并将沥青和矿料预热到要求温度(参考表4―5)。
| 材料名称 |
预热温度℃ |
拌和温度℃ |
成型温度℃ |
试 模 |
油料与矿料 |
石油沥青混合料 |
100左右 |
130-150 |
135-150 |
130-150 |
煤沥青混合料 |
90-110 |
95-110 |
90-110 |
渣油沥青混合料 |
110-130 |
115-130 |
110-130 |
渣油混合料 |
100-120 |
105-120 |
100-120 |
(二)拌和
将预先按所选配比计算好的各级矿料用量混合拌匀并预热,然后按用量将预热沥青加入热骨料中,并不断翻拌,充分拌和均匀。
要求做到配料准确,拌和均匀;同时要严格控制沥青混合料的拌和温度,其控制范围参考表4―5。
称取已拌匀的沥青混合料。每个试件所需混合料重量可按下式计算。

式中:G――每个试件的混合料用量(g)
d――试模内径(cm);
h――试件高度(cm);
 0――沥青混合料制成试件后的密度(g/cm3) 0――沥青混合料制成试件后的密度(g/cm3) |
(三)装模、成型及脱模:
1.装模:(如图4―1所示)
(1)装模前先检查模套和压头是否吻合,边部及内部是否有损坏,然后预热至要求温度。使用时应将模套、压头用油棉纱擦光后再装料;
(2)在工作台上先放置好下压头,在下压头两则各放一块方形木质或铁质垫块(垫块比下压头低1―2cm)。使插入模套的 下压头有部分伸出,使上下压头可对向自由移动,再于下压头上面放一张与压头同样大小的薄纸片,然后将模套套在下压头之上(如图4―1a所示)。
(3)将称好的料,通过装料漏斗小心细致装入试模套,每装完 应用 应用 2―8mm捣实棒进行捣实(图4―1b所示。一般周边捣20次左右,中间捣10次左右)。 2―8mm捣实棒进行捣实(图4―1b所示。一般周边捣20次左右,中间捣10次左右)。
(4)将模套内装好的料上部整平,再放一张园形薄纸,并将上压头端正的装入模套,用手均匀压实、压稳,准备受压成型(图4―1c所示)。此时上下压头一定要居中放正。
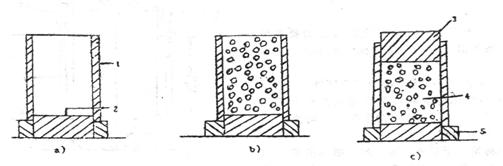 |
a)放置下压头; b)装料、捣实; c)放置上压头;
1.模套;2.下压头;3.上压头;4.试件;5.垫块 。
图4―1 装模示意图 |
|
